【渾身に代えて】2019年度 事例Ⅲ 事例文解釈


残暑お見舞い申し上げます。
中小企業診断士第1次試験まであと9日。
ここまできたら、あとはド根性。やり切るだけです。
受験される方は体調管理に万全を期し、まずは本番まで駆け抜けましょう。
残りの日程では新しいことに手を付けるよりも、苦手な問題、覚えきれない公式をおさらいしましょう。
ただし、DE難度を無理して深追いする必要はありません。
A~C難度を確実に解けるようににしましょう。
それで60点取れるはずです。
ブログ記事はいつものように事例文解釈の記事です。
1次試験がある方は、さら~っとお読みください。
2019年度 事例Ⅲ 事例文をひもとく
前回は設問解釈(前回記事はこちら)をしました。
事例問題を解く手順は、事例文を読む前に設問文を読み込みます。
事例文の中から、解答のネタとして使える部分を探しやすくするためです。
※設問文を読む前に、事例文の第1段落だけ読んで、事例企業の業種や概要をチェックしていました。
先に設問文を読むことで問われたことを意識でき、事例文を読んだときにポイントに気づきやすいからです。
事例文のチェック方法
事例文中に各設問と対応する部分や関連する部分に同じ色をマークします
第1問 黄緑でマーク
第2問 ピンクでマーク
第3問
設問1 紫でマーク
設問2 青でマーク
第4問 黄でマーク
設問文と直接紐づいていないけど気になる部分やポイントと思われる部分に赤ライン
部門名、工程名に赤四角枠
時制には赤丸 ⇒ コメント文では赤丸を表現できないので、赤文字とさせていただいています。
接続詞に▽
解答に盛り込むワードに★
コメント文中で強調したい部分に グレーでマーク
事例文・設問文のチェック方法のやり方は人それぞれでいいのです。
自分がわかりやすいように、いろいろ試してみてください。
マークの種類を増やしすぎると見にくくなるかもしれませんので、「自分のちょうどいいところ」を探してください。
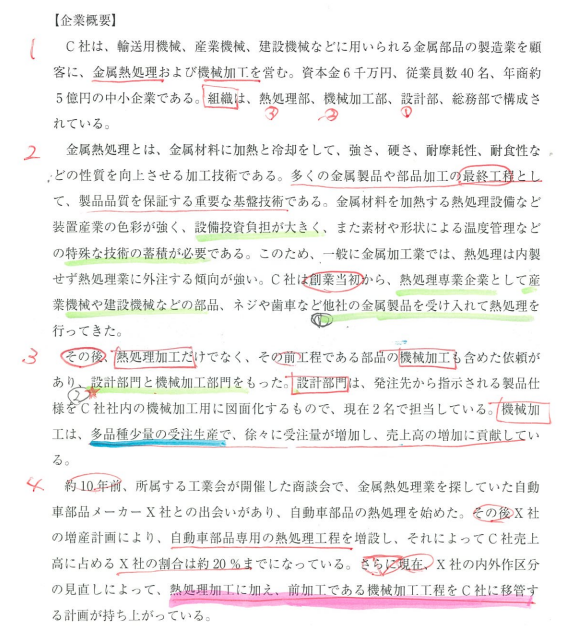
第1段落 C社の概要(事業内容・組織)
設問文を読む前に業種等の確認のため、第1段落だけ先に読んでいました。
- 金属熱処理および機械加工
⇒ 業種を確認 - 組織
⇒ 組織・部門を確認。 - ③熱処理部、②機械加工部、①設計部
⇒①、②、③は、後段落で説明されている工程の順番をメモしました。
事例を解く際には、時系列に沿った検討をしましょう。
特に事例Ⅲでは、工程の流れに沿って検討していきましょう。
事例文は社長へのインタビューの再現であることから、時制が前後したり、話題が分散することが普通にあります。
一般的な会話では当たり前のことだと捉え、冷静に整理しましょう。
第2段落 金属熱処理の説明とC社の創業
- 多くの金属製品や部品加工の最終工程として、製品品質を保証する重要な基盤技術である。
⇒ 事例文中に現れる工程の内容や意義(製品品質を保証する重要な基盤技術である)をしっかり把握する。
最終工程は、時制の赤丸をマークした - (装置産業の色彩が強く、)設備投資負担が大きく
⇒ 一見弱みのように見えるが、参入障壁が高く競合が少ないという強みの要因にもなっている。 - 特殊な技術の蓄積が必要である
⇒ つまり、C社には特殊な技術の蓄積があるという強みなのでマーク。 - 創業当初
⇒ 時制なのでマーク。 - 熱処理専業企業として~他社の金属製品を受け入れて熱処理を行ってきた。
⇒ つまり、他社の金属製品の品質を保証する重要な工程を任されているということ。
他社が真似をしようとしても、「時間やお金がかかること」は参入障壁となり強みの要因につながります。
第3段落 C社の事業拡大
- その後、熱処理加工だけでなく、その前工程である部品の機械加工も含めた依頼があり、
⇒ C社の事業拡大(変遷)が書かれているためマーク - ②★設計部門と機械加工部門を持った。
⇒ つまり、設計から(多くの金属製品や部品加工の最終工程である)金属熱処理までの一貫生産体制があるという強み。 - 設計部門は、~機械加工は、多品種少量の受注生産で、徐々に受注量が増加し、売上高の増加に貢献している。
⇒ 設計部門の業務内容と体制、機械加工の生産体系と事業拡大が表されている。
後工程引取方式との対比のため、多品種少量の受注生産には留意する。
第4段落 機械加工工程移管計画の経緯
- 約10年前
⇒ 時制だからマーク。 - その後、X社の増産計画により、自動車部品専用の熱処理工程を増設し、
⇒ 時制だからマーク。
この後にも時制を表す言葉が続き、C社の事業変遷が言及されている。 - それによって、C社売上高に占めるX社の割合は約20%までになっている。
⇒ 特定の一社への売上高依存は、その会社(X社)の業績が悪化した場合にその影響を大きく受ける。
そのため、C社にとってリスクとなる。 - ▽さらに現在、~熱処理加工に加え、前加工である機械加工工程をC社に移管する計画が持ち上がっている。
⇒ 急に機械加工の受託生産を請け負うわけではなく、もともと熱処理の取引があったんだ。
X社専用の工程を増やすことになれば、リスクが高まるな。
特定の会社から発注が増えると、売上拡大や経験の蓄積、繁閑の平準化といったメリットがあります。
一方、リスクも高まります。その両面に留意しましょう。


第5段落 生産概要
- C社の工場は、熱処理工場と機械加工工場がそれぞれ独立した建屋になっている。
⇒ レイアウト面での記述。同じ建屋のほうが移動は楽だな。与件だからそのまま受け入れよう。 - 熱処理工場は、~バッチ処理されている。
⇒ あれ、バッチ処理って、ある程度まとめて処理する方法だったよな。
他社からの依頼ごとに熱処理するから、受注ロット生産と同じじゃないのか。
なぜ、いい方を変えているんだろう。
単に「処理」と「生産」の違いでいいんだろうか??? - 機械加工工場では、多品種少量の受注ロット生産に対応するため、
⇒ 受注ロット生産もある程度まとまった量ごとに生産する方式だったよな。
バッチ処理と何が違ったんだっけ。 - 機能別にレイアウトされている。
⇒ 多品種少量生産に適しているが、自動車部品専用の機械加工工程なら、製品別レイアウトの方が適していることになるのかな。
並列的に事柄が説明されています。
それぞれの内容を混同なく整理しましょう。
バッチとロットの違いについて調べましたが、本質的には同じもののようです。
バッチとロットを使い分けている業界(会社)の場合、バッチ>ロットのようです。
この事例においては、厳密に使い分けさえていなくても影響なさそうです。(あくまで私見です。)
参照:ダイヤモンドホイール・ダイヤモンド砥石・CBN工具・CBN砥石と研削研磨の情報サイト
https://www.toishi.info/car/lot_batch.html
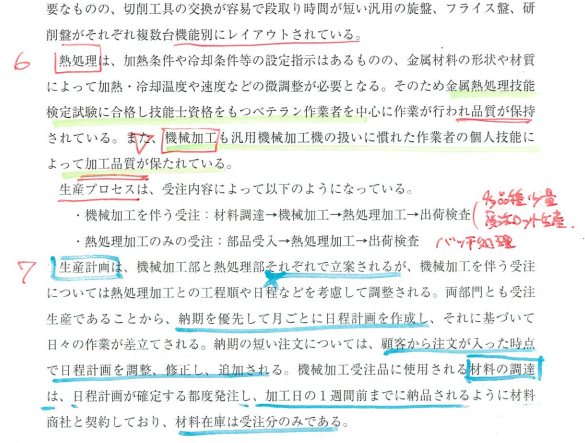
第6段落 事業展開の経過と顧客分析
- 熱処理は、~
⇒ 工程の作業内容の説明。 - 金属熱処理技能検定試験に合格し技能士資格をもつベテラン作業者を中心に
⇒ 第2段落の「特殊な技術の蓄積が必要」に対応する強みの要因。 - 品質が保持されている
⇒ これがあるから、X社はC社への発注を継続しているんだな。 - ▽また、機械加工も汎用機械加工機の扱いに慣れた作業者の個人技能によって加工品質が保たれている。
⇒ 品質が強みで、品質を確保できる人材が揃っているということだな。
わざわざ「汎用機械加工機の扱いに慣れた作業者の個人技能」と言及しているのは、「マニュアル化」へのヒントか。 - 生産プロセス
⇒機会加工を伴う受注(1)は、多品種少量の受注ロット生産、熱処理加工のみの受注(2)は、バッチ処理。
熱処理加工で(1)と(2)の受注が合流するな。
両方の生産計画が工場全体で共有されていないと、熱処理加工で滞留が発生しネック工程になりかねない。
接続詞「しかし」「また」「なお」の後ろにはヒントが続くことが多いよ。
接続詞を使ってまで補足している意図を考えよう。
第7段落 生産計画
- 生産計画は機械加工部と熱処理部でそれぞれ立案されるが、
⇒ 生産計画は、全社で共有されているのが「あるべき姿」だから、C社は「できていない」。
機械加工を伴う受注について、熱処理加工との工程順や日程などを考慮して調整しているのは「あるべき姿」。 - 納期を優先して月ごとに日程計画を作成し、
⇒ 日程計画は、「月次」では立案サイクルが長すぎる。
立案サイクルの短縮化(週次または日時)が必要だな。 - 納期の短い注文については、顧客から注文が入った時点で日程計画を調整、修正し、追加される。
⇒ これは、「あるべき姿」になっているな。 - 材料の調達は、~加工日の1週間前までに納品されるように~材料在庫は受注分のみである。
⇒ 日程計画が確定する都度発注しているのは「あるべき姿」。
しかしながら、加工日の1週間も前に納品されている必要はないな。
材料在庫は受注分のみだが、余裕在庫は不要なのだろうか。
このあたりは見直しの余地がある。
第3問(設問2)の制約条件である「生産管理上」に関連するのは、生産計画と生産統制。
生産計画は、日程計画、工程計画、負荷計画
生産統制は、進捗管理、余力管理、現品管理
を検討しよう。
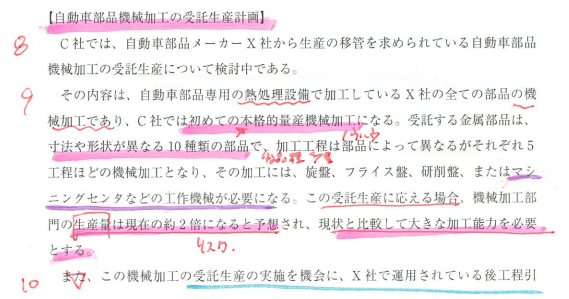
第8・9段落 自動車部品加工の受託生産計画
- 受託生産について検討中である。その内容は、熱処理設備で加工しているX社の全ての部品の機械加工であり、
⇒ X社の全ての部品の機械加工ということは、相当の受注量だな。
受注が安定し、稼働率が向上するだろうけど、負担もあるな。
人、もの、金、情報の面で考えよう。 - C社では初めての本格的量産機械加工になる。
⇒ 初めてのことは大変だけど、新しい分野のノウハウを蓄積できる。 - 寸法や形状が異なる10種類の部品で、
⇒ 多品種だけど、少量ではなさそうだな。 - マシニングセンターなどの工作機械が必要になる。
⇒新しい工場を作るなら、人や物の流れの効率が高くなるように配置したい。 - この受託生産に応える場合、機械加工部門の生産量は2倍になると予想され、
⇒ 生産量が増えると、売上増加や稼働率向上はメリットだな。 - 現状と比較して大きな加工能力を必要とする。
⇒ 人員やその余力、加工設備が不足するリスクがあるな。
この言及から、社長が「現状のままでは加工能力不足」だと感じていることがわかる。
つまり、加工能力を大幅に向上させることが必要。
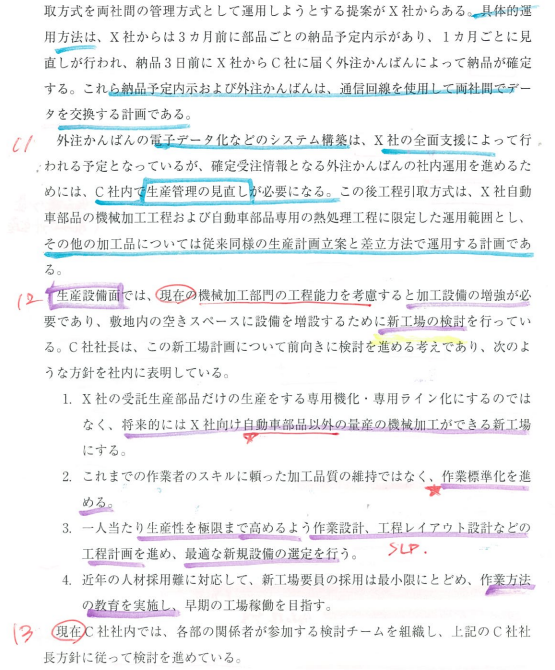
第10段落
- ▽また、機械加工の受託生産を機会に、X社で運用されている後工程引取方式を~
⇒ これ以降に後工程引取方式のことが記述されている。
まずは、どのような工程かをしっかり読もう。 - 具体的運用方法は、
⇒ 発注サイクルが説明されている。
3日前に納品(発注)確定だから、日程計画は日次で作成する必要があるな。 - 納品予定内示および外注かんばんは、通信回線を使用して両社間でデータを交換する計画である。
⇒ 現在やっていないことなので、新工場の「あるべき姿」といえる。
第11段落
- 電子データ化などのシステム構築は、X社の全面支援によって、
⇒ X社のためのシステム構築だから全面支援する予定なんだろうな。
しかし、ここまでの支援を受けてしまうと、対等な関係でいられないのではないか。 - C社内で生産管理の見直しが必要になる。
⇒ 生産管理の何を見直すのか。 - その他の加工品については従来同様の生産計画立案と差立方法で運用する計画である。
⇒ 新工場がX社専用で、他の仕事と完全に分離できれば生産計画立案方式が異なってもいいかもしれない。
しかし、生産計画立案は全社で一元化されていた方がいいのではないか。
第12・13段落
- 生産設備面では、現在の機会加工部門の工程能力を考慮すると、加工設備の増強が必要であり、
⇒ マシニングセンターを設置し、汎用の旋盤やフライス盤なども増やす必要があるな。 - 敷地内の空きスペースに設備を増設するために新工場の検討を行っている。
⇒ まず「あるべき姿」考えよう。 - 将来的にはX社向け自動車部品以外の量産の機会加工ができる新工場にする
⇒ この前提が「あるべき姿」のポイントだ。
X社に依存しすぎないという意識が表れている。 - 作業標準化を進める。
⇒ 効率よく仕事を進めるには、作業者のスキルに頼ってはいけない。
マニュアル作成、ノウハウの共有の施策が必要。
ここで、第6段落のヒントとつながった。 - 一人当たり生産性を極限まで高めるよう作業設計、工程レイアウト設計などの工程計画を進め、最適な新規設備の選定を行う。
⇒ 工程分析、SLP、等を想起。
作業する場所の近くに道具や材料置き場があることが理想。
人や物が移動しやすいレイアウトが望ましい。 - 新工場要員の採用は最小限にとどめ、作業方法の教育を実施し、
⇒ 生産性向上を図り、余力を生み出し、新規事業に取り組むのはよくあるパターン。
マニュアルに基づくOJT研修で多能工化・個人技能を向上させる。
ベテラン作業者の技能を水平展開することで、将来の世代交代への足掛かりもできる。
解答の方向性が見えてきた! - 現在C社内では~
⇒ 新工場計画を建てることは実質的に決まっていて、具体的な検討に入っているんだな。
C社のあるべき姿
アヤカの記事 2次試験はパターン別で解く!~事例Ⅲ導入編~ をぜひご参照ください。
「2.事例Ⅲの勉強開始時に知っておくべきだと思うこと:C社のあるべき姿」が秀逸です。
私が読んだ先代を含めた道場記事の中で、ベスト3に入る「腑に落ちた」記事です。
初年度に読みたかった…
特に、『事例Ⅲで推奨している「あるべき姿」が存在していて、事例Ⅲの問題を解いていくと、C社が「あるべき姿」になるための提案書が完成するようにできている』との解説部分で「そっか~!!」と、霧が晴れました!!
「授かった」感がハンパないっす。ビタビタに決まってます!
アヤカ、ありがとう!
初学のころあるセミナーで、「事例Ⅲは『できていないことを、できるようにする』だけ。
パターンでとけるから難しくないよ」というアドバイスをいただいたことがあります。
しかしながら、「なんかしっくりこないよなぁ~」と感じていました。
そもそも、何ができていないかがわかっていない、つまり、あるべき姿を整然と理解できていないという状況でした。
アヤカの記事のおかげて考え方の起点を入れ替えられ、整理されました。
事例Ⅲに限らず、設問解説が自分にとって「わかりやすい、わかりにくい」の違いは、自分の考え方のクセにもよるのだなと思いました。
そのような意味で、同じ事例の解説や答案も複数読んだ方がいいと思います。
事例Ⅲ企業のあるべき姿 ~アヤカ先生のまとめ~
・Q(品質)C(コスト)D(納期)のバランスが取れている
・強みを活かして差別化(高付加価値化)し、弱みをカバーする戦略を行い、売上(利益)がアップ
*どの事例でも診断士試験に出てくる企業は「差別化(高付加価値化)したい」ということを念頭に置いておくと、解きやすい
編集後記
7月から経理部に異動となりました。物理的には机の島2つ分の「移動」です。
この機会に、「5S」の活用による断捨離を実施しました。
今まで抱えていた「いつか使うかもしれない」書類もバッサリ処分しました。
(自宅はちらかっているので、いずれ自宅も片づけたい…)
経理部のメイン業務である決算業務は、流れ作業です。
各支店から集まった大量の伝票を不正防止や間違い防止のため複数回チェックします。
私は2回目のチェックを担当になりました。
ある日、夕方になってから、前工程である1回目のチェック担当がかなりの量をためて(バッチ処理)私に渡してくれました。
その日は「手待ち時間」があったので、できた分から都度渡してほしかったな…と、「1個流し」や「ロットの最適化」を思いだしていました。
また、自分の作業も、書類のチェックと、システムでの承認作業があります。
どうすれば一番効率が良いのか、机の上の「SLP」を検討しました。
製造業以外ではなじみがないかと思っていた運営管理や事例Ⅲで学んだ知識も、こうしてみると身近なところで活用できます。
勉強で得た知識を身近なものに置き換えたり、既存の自分の知識と関連づけることで理解が進むと思います。
さて、あしたは なゆた です。

1次試験へのラストメッセージを送ります!
お楽しみに~
ひでさんの記事を読んでいると、分析の方法や方向性を得ることができて非常に参考になります。
特に事例Ⅲについては、考え方のポイントをアヤカさんが的確にまとめてくださり、ひでさんが実際に実践された手順をまとめてくださっているので、お二人の記事を合わせて読むととても勉強になります!
本記事はさらっと読みましたが、二次試験に向けて勉強が始まった時に振り返って読み直そうと思います!
私も事務作業をしていると、今回の編集後記のように思うことが多々あります。
上司はまとめて書類を回して欲しいという→でも順次処理してくれないと続きの作業ができないから自分としてては都度処理して欲しい、といった板挟みがあったりするので難しいなぁと思います。
ロムさん、コメントありがとうございます。
まずは1次試験の合格を心から応援しています。
体調を万全に整え、がんばってください!